











Fabrikazio gehigarriko teknika aurreratuak, sektore aeronautikorako
Fabrikazio gehigarria industria aeronautikoan aplikatuta
Tekniker eta Aerotecnic lankidetzan aritu dira LASTITAN proiektuan, hauts-ekarpenean oinarritutako Laser Metal Deposition fabrikazio-prozesua titaniozko piezen garapenean aztertu eta optimizatzeko.
Gaur egungo fabrikazio-prozesuak, batez ere, txirbil-harroketako prozesuetan oinarritzen dira (fabrikazio kenkarian). Alabaina, prozesuok material landugabe askotxo galarazten dute; bereziki, sektore aeronautikoko titaniozko egiturazko osagaiak izaten dituzten geometrietan. Gainera, pieza horien fabrikazioan erabiltzen diren aleazioak prestazio ugaridun material garestiak izaten direnez, fabrikazio-prozesuan materiala galtzeak aparteko kostua ekartzen dio fabrikatzaileari.
Basque Research and Technology Alliance (BRTA) aliantzako kidea den Tekniker zentro teknologikoak sekulako eskarmentua dauka fabrikazio gehigarriko teknologietan, eta, hain zuzen ere, teknologia horiek aukera bikaina dira industria aeronautikorako, edozein pieza edo osagai mota fabrikatzeko behar den material-kopurua murrizteko ahalmen handia daukatelako.
Hala, zentro teknologikoa eta pieza aeronautikoen fabrikazioan espezializatutako Aerotecnic enpresa lankidetzan aritu dira LASTITAN proiektuan, hauts-ekarpenean oinarritutako Laser Metal Deposition (LMD) fabrikazio-prozesua titaniozko piezen garapenean aztertu eta optimizatzeko.
Horrela, egiturazko hainbat osagai fabrikatzeko prozesu tradizionalaren eta Ti6AI4V aleazioaren ordez teknika berritzaile hori jartzeko aukera ireki du bi aktore industrialen arteko lankidetzak. Teknika berritzaile horretan, materiala metalezko hauts-formarekin jalkitzen da, emandako substratu batean injektatuta, eta ondoz ondoko geruzak sortzen ditu, potentzia handiko laser-izpi baten bidez fusionatuz.
Proiektuak eremu zabala hartu du, ekarpen-prozesuaren estrategia eta parametro onenak zehaztetik amaierako mekanizazio bidezko akabera-operazioa optimizatzeraino. Gainera, mikroegiturazko azterlan baten bidez, fabrikaturiko piezen ezaugarriak aztertu dira, horien kalitatea bermatze aldera.
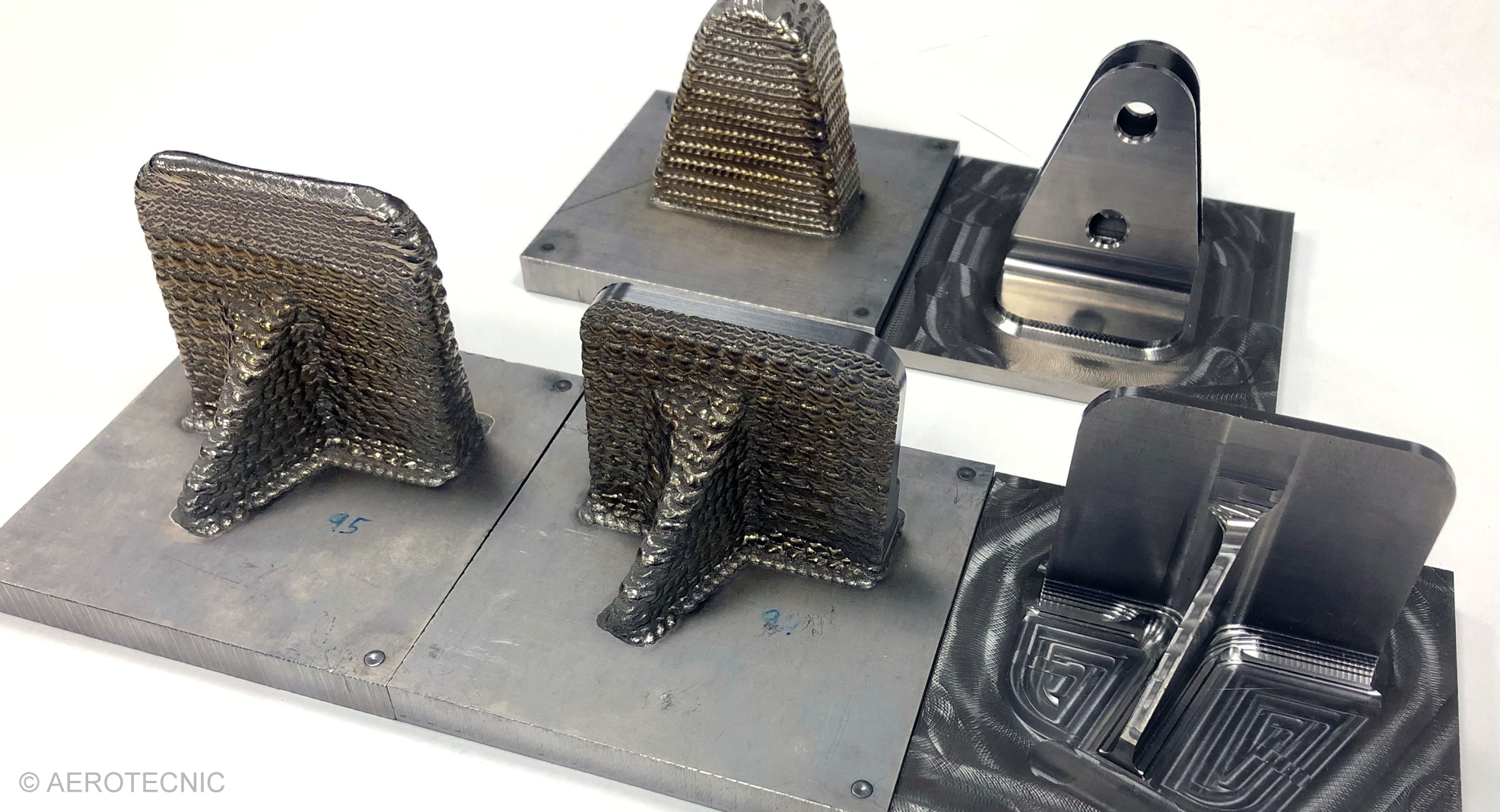
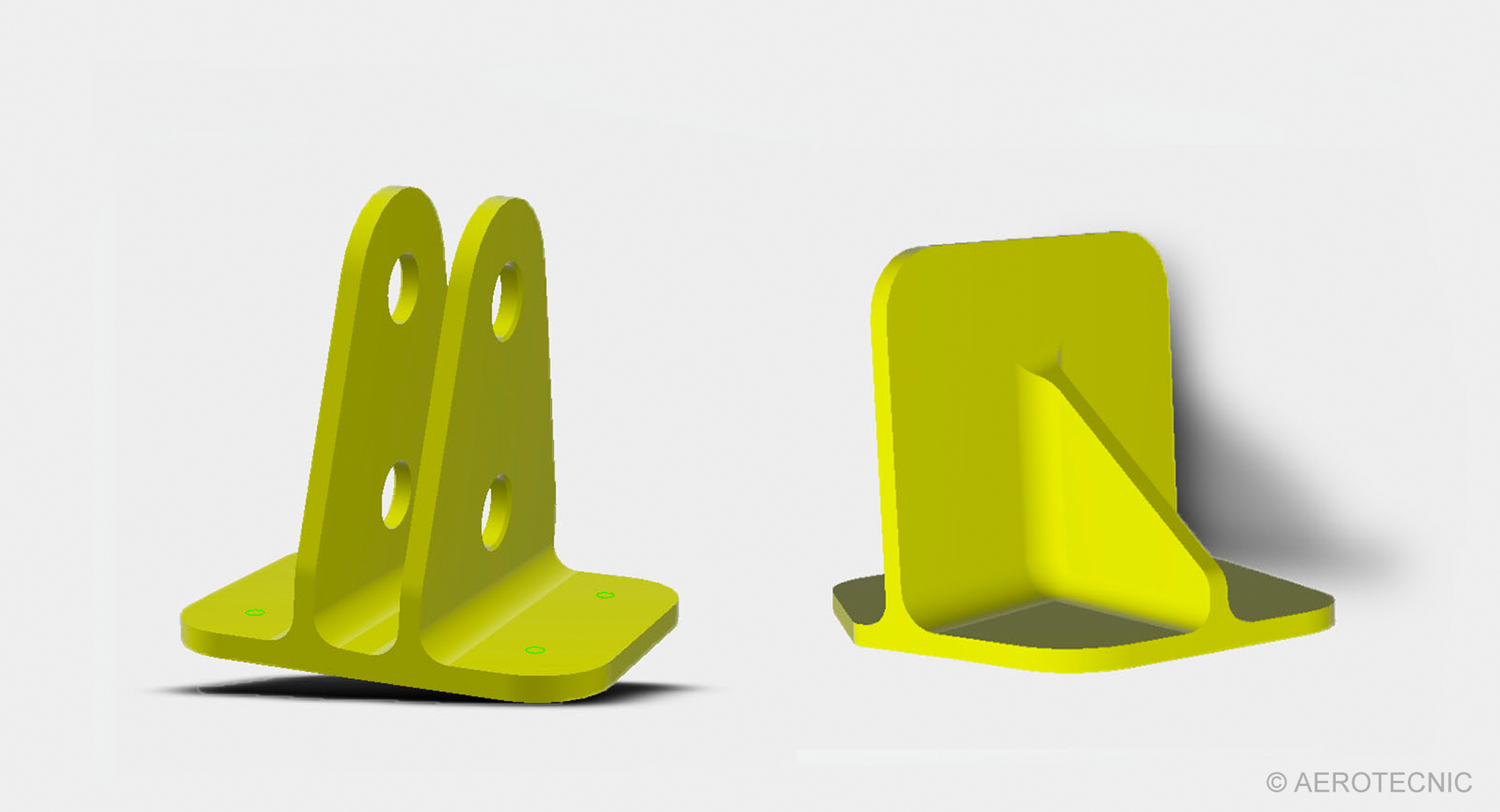
Horretarako, lehenik eta behin, proiektuaren esparruan eraikitzeko bi piezak hautatu dira Aerotecnicen katalogotik. Teknikerrek bi adierazgarrienak hautatu ditu, itxura geometriko ezberdinekoak: piezetako batek horma paralelo makurrak zituen, eta besteak horma gurutzatuak.
Bigarren urratsean, proiektuan erabiliko den ekipamendua doitu da. Zehazki, Teknikerren zelula robotizatu bat erabili da, bertan atmosfera geldoko ganbera bat instalatzeko, piezak eraikitze-prozesuan herdoildu ez daitezen.
Hirugarrenik, entsegu esperimentalak egin dira probeta lauetan, laser bidezko ekarpen-prozesurako egokiak diren parametroen leihoa nahiz geometria zehaztuak fabrikatzeko ekarpen-estrategia egokienak eskuratzeko.
Ondoren, 3D geometriak fabrikatzeko prozesua optimizatu da; hau da, amaierako osagaien geometria bereizgarriak dauzkaten prototipoen fabrikazioa optimizatu da, neurri txikietan, estrategiak amaierako pieza bakoitzari doitzeko helburuz. Prototipo horiekin, Aerotecnicek probak egin ditu, mekanizazio-prozesua pieza-tipologia berri horretara egokitzeko. Halaber, fase horretan, ekarpenaren eraginkortasuna neurtu da, urtu gabeko hauts-partikula gisa galdutako material-kopurua kuantifikatu ahal izateko.
Azkenik, hautatutako erakusgaiak fabrikatu dira, bi erakusgaiak fabrikatzeko prozesuaren guztizko denbora neurtzearekin bat, eta prozesua ikuspegi teknikotik zein ekonomikotik baloratzeko erabili dira datuok, gaur egungo fabrikazio-prozesuarekin alderatu ahal izate aldera.
Era berean, erakusgaien kontrol dimentsionala egin da, deformazioa gehienez onar daitekeena baino txikiagoa dela egiaztatzeko xedez.
Amaitzeko, Aerotecnicera bidali dira, akabera-baldintzetan mekaniza daitezen, amaierako dimentsioak lortu arte.
Proiektuan lorturiko emaitzekin, Teknikerrek eta Aerotecnicek ikerketa- eta lankidetza-lerro berriak ireki ahal izango dituzte, hainbat alderdi jorratu eta sakontzeari begira; besteak beste, hauek: mekanizazio-prozesuaren optimizazioa, osagaien mikroegitura hobetzeko tratamendu termikoak erabiltzeko aukera eta, are, ekarpen-materiala hari-formarekin erabiltzeko aukera, prozesuaren eraginkortasuna eta piezen akabera hobetzeko.