












Soluciones digitales para el montaje preciso de máquina herramienta de gran tamaño
Tekniker y Zayer desarrollan un innovador software de medición
El centro tecnológico y la empresa han colaborado en el diseño y desarrollo de una solución software, en el marco del proyecto Precision 4.0, que asegura una mayor precisión en el proceso de montaje de máquinas herramienta mediante tecnología láser.
Un correcto montaje de las máquinas herramienta es una de las claves para que la máquina cumpla con los requisitos de precisión a lo largo de toda su vida útil, lo que permite reducir al máximo las intervenciones de mantenimiento, que se traduce en una alta calidad en la producción y una reducción de costes asociados a dicho mantenimiento.
En este contexto Tekniker, miembro de Basque Research and Technology Alliance (BRTA), trabaja en la mejora de la precisión de las máquinas herramienta de gran tamaño a través de un proceso de montaje “sin errores”, empleando herramientas digitales de medición y control.
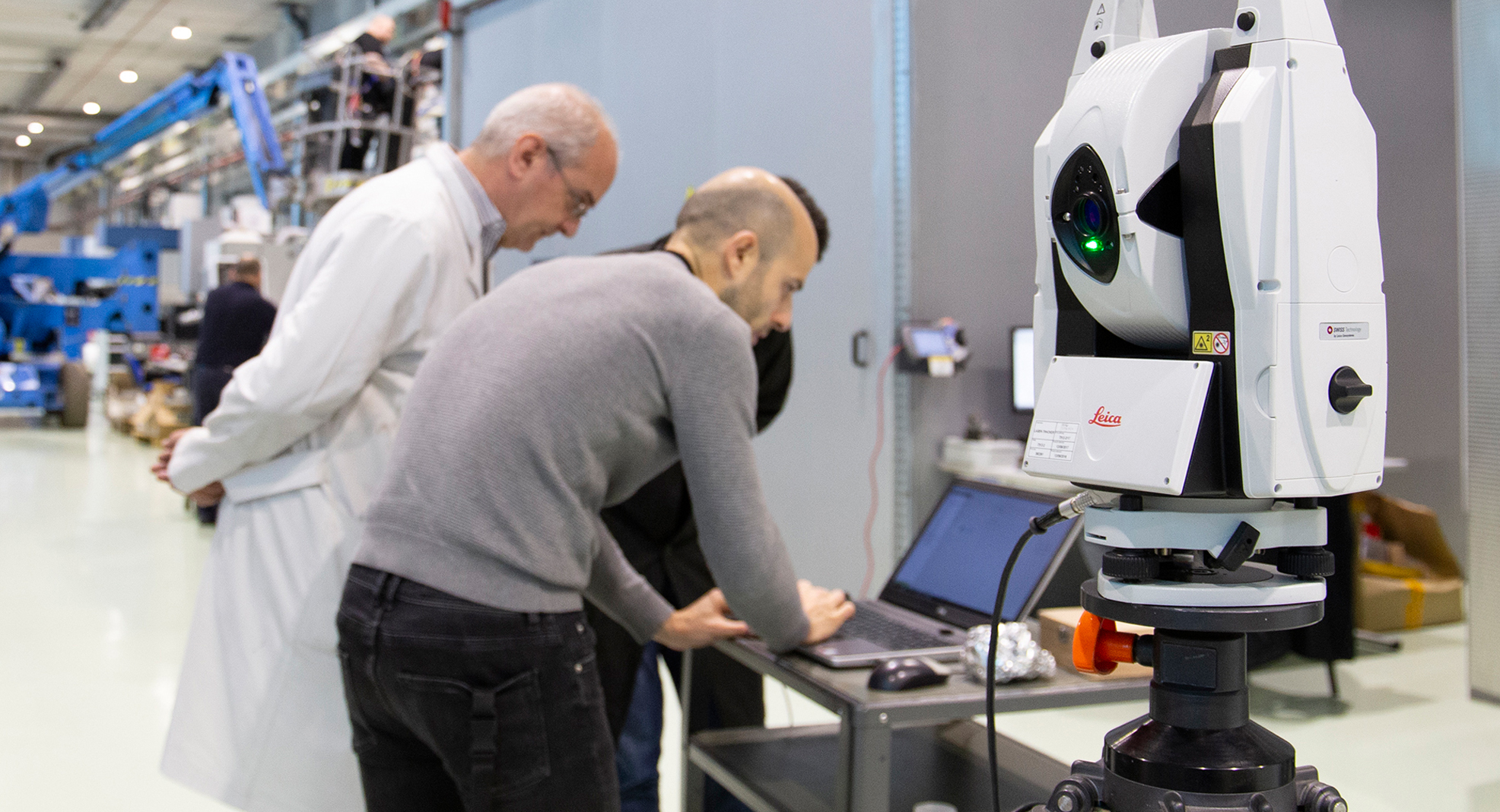
Uno de los mejores ejemplos de este know-how es el proyecto Precision 4.0 en el que el centro vasco ha colaborado con la empresa especializada en máquina herramienta Zayer. Fruto de esta alianza se ha desarrollado un novedoso software con el que se materializa la asistencia al montaje preciso de máquina herramienta mediante tecnología Laser tracker.
El innovador sistema de medición consigue mejorar la precisión del montaje de la máquina herramienta, reduce al máximo los tiempos y la complejidad del proceso, haciéndolo más simple y rápido, y asegura la trazabilidad del proceso gracias a que el software permite digitalizar todo el procedimiento y recoger la información clave. Este sistema de medición recorre diferentes pasos para asistir al montaje.
En primer lugar, se definen los componentes geométricos de interés en el proceso de montaje: posicionamiento, nivelación, paralelismo, rectitud, la altura de las bancadas y la perpendicularidad entre diferentes elementos, entre otros, que sirven de referencia para cuantificar la posición y orientación relativa entre componentes.
El siguiente paso consiste en definir los elementos a medir para crear un sistema de coordenadas local y estimar la posición y orientación del resto de elementos a alinear.
Para materializar la adquisición de los puntos de medición se emplean diferentes útiles de palpado. Esto permite adquirir la información de la posición realmente interesante, es decir, sobre la guía o sobre el propio patín de la máquina herramienta.
Una vez fijado el sistema de coordenadas, el siguiente paso consiste en la medición de los componentes que realmente se quieren posicionar en el espacio para asegurar un buen montaje de la máquina herramienta.
A continuación, se montan los patines y se vuelve a verificar que el movimiento que dibujan cumple con los requisitos de geometría. Una vez montados los patines que permiten a las columnas desplazarse a lo largo de las bancadas, se asegura que la perpendicularidad, posicionamiento y paralelismo de las bancadas cumplen con los requisitos de medición. Una vez montado el travesaño, se comprueba su paralelismo con las columnas y las propias bancadas.
Finalmente, se monta todo el subconjunto (carnero y el cabezal) y se vuelven a verificar los principales requisitos de geometría.
El proceso mide y registra la información del montaje. Asimismo, muestra en pantalla y en tiempo real las coordenadas de los puntos de interés, lo que permite a la persona que realiza el montaje de la máquina herramienta corregir la posición y orientación del cuerpo en el espacio.
De esta forma, no solo se asiste al proceso de montaje de una máquina herramienta de gran tamaño, mejorando la precisión y reduciendo costes, sino que se digitaliza paso a paso el proceso de montaje de la misma.
Toda la información queda registrada en formato digital y disponible para el ajuste final de la máquina herramienta, que se incluye en la base de datos del proyecto y de la que se hace entrega al cliente.
Esta solución permite sustituir las herramientas de medición tradicionales por un único instrumento de medición, a excepción del proceso de nivelación final de los componentes (mejor que 10 μm) en el que sigue siendo necesario el uso de niveles.
Las mediciones realizadas en los diferentes pasos del proceso de montaje quedan trazadas al Sistema Internacional (SI) de Unidades mediante el certificado de calibración del sistema de medición Laser Tracker empleado.